Caractéristiques
- Course longue
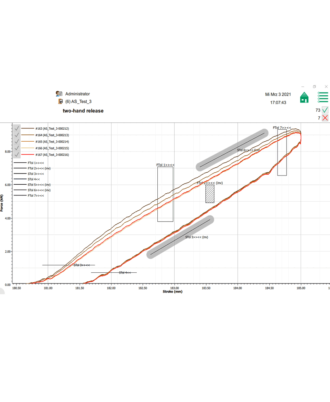
- Distribution linéaire de la force (voir diagramme ci-dessous)
- Réglage précis de la longondeur d’emmanchement à l’aide d’une butée de longondeur en acier trempé
- Un alésage rodé et un coulisseau rectifi é garantissent une longue durée de vie et un guidage précis
- Rééquipement rapide grâce au réglage simple et sûr de la hauteur de travail
- Les tables rectifi ées des presses permettent un positionnement reproductible de vos outils
- Les alésages de positionnement dans le coulisseau et la table de presse évitent de perdre du temps à aligner les outils
- La position initiale du levier à main peut être réglée sur 360°
- Disponible en version gaucher et droitier
- La force de la course de retour du coulisseau peut être adaptée aux différents poids des outils
- Alignement < 0,05 mm entre l’outil supérieur et l’outil inférieur
- Sans entretien : un graissage n’est pas nécessaire